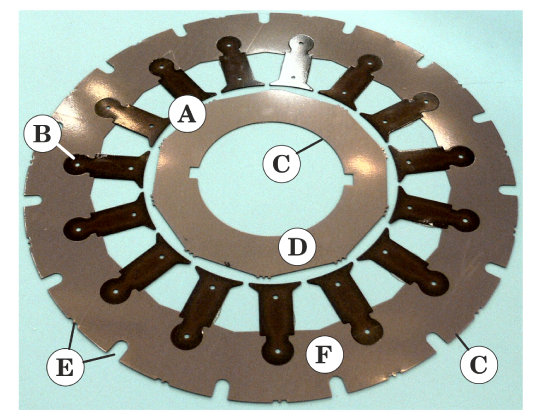
Fig. 1
There are several gaps and joints (or interfaces) in any electric machine, and we can classify them as follows.
| A. | Intended gaps. The air-gap between the stator and the rotor is the most obvious example. |
| B. | Joints that lie across the main flux-path, potentially impeding the flux. |
| C. | Joints that lie parallel to the main flux-path. Ideally these have no effect unless the flux leaks across the joint into an adjacent component. |
| D. | The clearance gap or “glue line” between permanent magnets and the walls of the magnet slots in the rotor steel, especially in the interior-magnet motor. |
| E. | Joints whose character is unclear. |
| F. | The interface between laminations or punchings. |
In this Diary we will review some typical gaps and joints, and we’ll consider how they can be included in a finite-element calculation even when the features may be too small or too uncertain to make a reasonable mesh. A more detailed discussion can be found in Video 52, with many more illustrations and even some equations.
A. Intended gaps — Let’s begin with the air-gap between the rotor and the stator, which is obviously an intended gap. The air-gap is seldom smooth on both sides. Induction motors have slots on both sides, and although the slots may be closed in cage-type rotors, they are closed by thin bridges which saturate and behave to some degree like open slots, from an electromagnetic point of view.
The distribution of flux crossing the air-gap is complicated, as we can see from the flux-distributions in Fig. 6.8 computed by JMAG in [1], at no-load with different levels of magnetizing current (slide 2 in Video 52). What makes them even more complicated is the rotation of the rotor relative to the stator, so the graphs are by no means static, even at no-load. Under load conditions the flux distribution becomes even more distorted, perhaps severely, so it is remarkable that classical analytical methods were able to make sense out of the design of induction motors for many decades before the advent of finite-element methods.
One of the foundations of the classical theory is the air-gap coefficient attributed to F.W. Carter [1901]; (see Fig. 6.7 in [1]; or slide 2 in Video 52). Presented in chart form, it provides a simple coefficient that modifies the actual air-gap to allow for slotting. But Carter’s coefficient is based on simple slot shapes and it does not allow for saturation. For these reasons it is now common to analyse these effects using the finite-element method. Fig. 6.28 in [1] (slide 2 in Video 52) shows an analysis of the effect of current-density in the rotor conductors, which may be used to derive a saturable slot-permeance coefficient to be used with a classical equivalent-circuit calculation.
The classical theory really works with an air-gap region that includes the slots and teeth on both sides of the air-gap. We can say that the physical air-gap is buried somewhere in that region, and although its dimensions are essential to the model, it loses its identity as an independent region.
Modern finite-element tools are now so powerful and so fast that it is often practical to model the entire machine without treating the air-gap as a special region. This is what we now call “total simulation”, and while there may be a good case for it in some circumstances, we have to be careful not to throw away the accumulated craft and wisdom that resides in the classical theory. It is best if these methods can be combined.
Many of the comments we’ve made in connection with the induction motor apply to almost all other motors, with various differences of detail. In all cases the finite-element method has no real trouble in dealing with the air-gap region. One of the reasons for this is that the geometry of the air-gap region is usually accurately defined, at least when we are considering nominal ideal conditions. In the following, we will consider gaps and joints where this is not the case.
B. Joints that lie across the main flux-path, potentially impeding the flux — The example B shown in Fig. 1 is where the coils are first form-wound on blocks or stacks of laminated teeth, which are then inserted into grooves in the stator lamination stack. This method of production can give a high slot-fill factor. It simplifies the coil-winding operation and makes it more amenable to automation. It also permits the use of narrow slot-openings, which helps to reduce cogging torque. Greater use can be made of narrow strip, which reduces tooling and handling costs.
The nature of the “fit” is probably a trade secret in factories where this method is used successfully, but it’s obvious that it mustn’t be too loose or too tight. There may be a gap of a few microns here and there, and there may be misalignment in the axial direction between the individual laminations. There may even be some degradation of the steel properties around the joint, caused by the punching and assembly.
These factors are difficult to measure and to characterize. They pose the obvious question, as to whether they have any effect at all on the magnetic field and the core losses. While it would appear to be a complex problem to analyse the magnetic effects, Video 52 describes a simple method for gauging the magnetostatic effects by constructing equivalent gaps that can be incorporated in a finite-element machine model, and which can be calibrated by physical tests.
Type B joints are surprisingly common in electric machines. They appear in the rotors of salient-pole synchronous machines in which a solid steel spider is used to carry dovetailed poles, [3]. The poles are made from laminated stacks which are held together by threaded bars or rivets. At one time, catalogues for electrical steel sheets contained a rich selection of lamination shapes for constructing rotors of this type, [4].
Many variants of small servo motor use segmented stators made up from narrow strip, with butted or interlocking joints between segments. Again the same question arises, as to whether the joint has any significant magnetic effect, and how to assess it.
Another important example of the Type B joint is found in very large stators. An analysis of butt-joints in large turbine-generators was published by Richard Stoll [5] in 1976, and he refers to some earlier works, so this has been a matter of concern for a long time. Stoll quoted gaps of the order of 0.05 mm (0.002") — remarkably small relative to the enormous size and weight of these laminated assemblies. He draws attention to the undesirable consequences of variations in the gaps, which may produce enough magnetic imbalance to cause shaft fluxes — bad in any machine but particularly onerous in 2-pole power-station generators.
The thing to remember about all the Type B joints is that the main flux — or an important part of it — flows directly across the joint, if not perpendicularly, then at least close to it. The equivalent gap formulated in Video 52 is intended to help in assessing the magnetic effects.
C. Joints that lie parallel to the main flux-path — We can see two examples in Fig. 1. The first is between the stator core and the frame. This joint is important in relation to heat transfer between the core and the frame. Even small irregularities or gaps or at this interface may produce a significant thermal resistance, possibly adding a small number of degrees to the core temperature and also to the winding temperature.
The flux-density at the outer boundary of the laminations is theoretically in the tangential direction, but only if the permeability of the core steel is much higher than the permeability of the frame material outside it. With a rolled steel frame it must be expected that some flux will cross this boundary and enter the frame, where it will cause eddy-current and hysteresis loss. The same would be true with a cast-iron frame, but much less leakage of this nature would be expected with an aluminium frame.
The second Type C joint sits between the rotor core and the shaft. If the shaft is magnetic we have the same issue of flux leaking from the core into the shaft, and the interface may even become more like a Type A interface.
In induction motors, skin effect tends to confine the shaft flux to a thin skin just inside the shaft surface. Though the frequency and the conductivity are both relatively low, high permeability may make the skin depth quite small.
The penetration of flux into the shaft is more severe with lower pole-numbers, particularly with 2 poles. This is due to the natural conformation of the field, which is represented in the diagrams for 2, 4, 6, 8, 12 and 24 poles in Engineer’s Diary No. 19.
In permanent-magnet motors and wound-field synchronous machines, shaft flux may be expected to be less troublesome; but any variation in this flux will excite eddy-currents. That can be a problem with inverter-fed motors partly because of the high carrier frequency of the PWM, and also because the modulation applies to the main flux, not just to a space-harmonic that does not penetrate far below the rotor surface.
In most cases the Type C interface may be relatively straightforward to analyse with the finite-element method, often without any special meshing; but it has never been easy in the classical theory.
D. Joints and gaps in series with permanent magnets — The Type D joint or interface is similar to Type A, in that it lies directly across the main flux-path. Especially in interior-magnet motors, there is a small clearance gap to allow for punching tolerances and to prevent the magnets from jamming in the slot during insertion. Also, the magnets may be plated, and if the plating is nonmagnetic its double thickness should be added to the clearance gap.
The Green Book [2] describes a method in which the actual magnet plus the clearance gap is replaced by a single homogeneous equivalent magnet with reduced remanent flux-density and recoil permeability, given by simple formulas. When using this method, it is not necessary to mesh the clearance gap, so the method is useful for investigating the effect of the clearance gap without having to modify the finite-element model. Video 52 reproduces the example given in the Green Book, in which the clearance gap is 10% of the magnet length in the direction of magnetization; the resulting remanent flux-density of the equivalent magnet is approximately 0.90 times the actual value. This method was originally published in 2005 [6]. It can be shown to be quite accurate when the clearance gap is less than about 10‐15% of the magnet length. In practice 10% would be a high value, 5% being more likely.
In Video 52 the basic theory of the equivalent magnet is applied to the more difficult case of an equivalent tooth representing an actual tooth butt-jointed to a stator core. The equivalent tooth can easily be incorporated into a finite-element model of the entire machine, permitting numerical experiments that can be compared with physical measurements taken, for example, with a flux-meter. (See Engineer’s Diary No. 1). This process lends itself to situations where we might want to make a large number of tests to characterize a class of joints, in which there is variation between individual joints but where we are interested in their overall or average effect. The approach is admittedly somewhat abstract: but how else are we going to characterize a set of statistically variable imperfections with a repeatable, definite finite-element calculation that is handy for making ‘what-if’ studies? Coupled with engineering judgement, the finite-element model can quickly determine whether the gaps could be allowed to be three times bigger or 20 times bigger, or whether we might have to try to make them even smaller. Lateral thinking is not new in engineering.
In Video 52 the concept of the equivalent tooth is extended to an equivalent material having a modified BH characteristic that takes into account the presence of the butt-joint. This again is by no means a new concept in engineering design calculations.
E. Irregular and ill-defined joints and gaps — Finally we have to mention the two remaining types of gap or interface, E and F.
Type E includes all sorts of features such as notches, flats, welds, holes, chamfers and other details mostly introduced for manufacturing purposes, (Fig. 1). There is not much we can say about these features in the context of pure calculation! They sometimes introduce constrictions in the flux-path, which cause local increases in flux-density and core loss density. (See Engineer’s Diary No. 45).
F. Interlaminar spacing — The last type of gap is the normal spacing between laminations, which is occupied partly by air and partly by the coating on the laminations themselves (which may be nothing more than a layer of oxide formed by steam-blueing).
This gap is very important. It is usually characterized by the stacking factor, i.e. the ratio between the actual total axial length of the steel and the measured axial length of the stack. The value depends on the thickness of the laminations, the insulating coating, the compression pressure, and the manufacturing process, including the flatness and surface quality. For 0.5 mm laminations a value of 0.96 ‐ 0.97 would be typical. For thinner laminations the value tends to be lower, perhaps 0.94 for 0.35 mm laminations: but please don’t rely on these rough values — look them up, or better still, measure the stacking factor in your own workshop. In recent years we have seen some very high values (0.99) quoted even for very thin laminations of high quality low-loss steel.
Whatever the value, don’t ignore it. A stacking factor of 0.96 means a 4% loss of flux — not negligible!
Acknowledgment
I’d like to acknowledge my long-time friend and colleague Jim Hendershot who provided the original photo in Fig. 1 for the Green Book some years ago. See also [7].
References
[1] Hendershot J.R. and Miller T.J.E., Design Studies in Electric Machines, Motor Design Books LLC, ISBN 978-0-9840687-4-6, 2022, sales@motordesignbooks.com (Blue Book)
[2] Hendershot J.R. and Miller T.J.E., Design of Brushless Permanent-Magnet Machines, Motor Design Books LLC, ISBN 978-0-9840687-0-8, 2010, sales@motordesignbooks.com (Green Book)
[3] Say M.G., Performance and Design of Alternating Current Machines, Pitman, London, 1947, p. 536.
[4] John Lysaght / Lysaght-Sankey Co., Electrical Steel Sheets, Orb Works, Newport, 1938.
[5] Stoll R.L., The Effect of Butt Joints in Large AC Machine Cores, Paper G9-1, pp. G9 1-7, International Conference Electrical Machines, Part II, University of Technology, Vienna, 13-15 September 1976.
[6] Miller TJE, Equivalent magnets in the analysis of permanent-magnet brushless machines, IPEC 2005, Niigata, Japan, 4-6 April 2005.
[7] Zepp L.P. and Hendershot J.R., U.S. Patent No. 7042130, May 2006.