自社製ASTコイル(AST COIL®)の技術開発をもとにASTモータ(AST Motor™)を開発。自動車部品、産業機器部品の製造・販売を行う提案型企業です。秋田から始まる未来への技術革新を通じて、地球全体の豊かさを追求してゆきます。

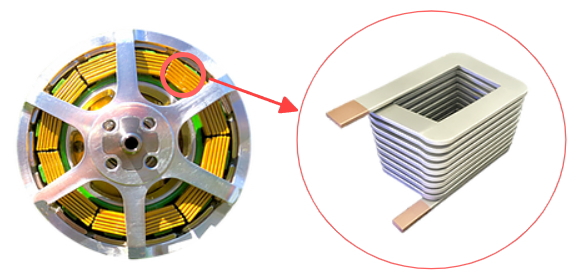
株式会社アスターは、ASTコイル(AST COIL®)という独自の積層技術で開発したコイルを取り入れた新型高性能モータであるASTモータ(AST Motor™)を開発されました。従来銅線を巻いていたコイルを、板状の銅やアルミニウムで成形することに成功。これにより圧倒的な占積率を実現し、飛躍的な高効率化・高出力化・小型化・軽量化などが可能となり、同時にリサイクル効率も格段に向上された革新的技術です。立ち上げ当時から事業に携われている技術部長の古屋 勇太氏と技術開発担当の柳沢 恭平氏にインタビューしました。
「やる気と勇気」をモットーに熱い信念をもった集団が、秋田県一の産業拠点を目指す
古屋氏:
弊社代表取締役社長の本郷の起業当時からの想いを元に、私たちは2つのモットーを掲げています。
1つ目は「やる気と勇気をもった人と仕事をする」ということ。設立当初、前会社の秋田工場という立ち位置で事業をしていましたが、リーマンショックを機に独立して株式会社アスターを立ち上げました。その時本郷が社長に就任するにあたり、「辞めたい人は辞めてくれ。やる気と勇気をもった人間だけがついてきてくれればいい。」という話がありました。一社員としてはそんな強い信念をもった社長と一緒に仕事を継続していることが誇りです。
2つ目は「秋田県一の会社を作る」ということです。それは、技術の高さや会社の規模ということではなく、「社員が自分の会社を秋田県一の会社だと誇れる会社にしたい」ということです。というのも、秋田県は主に農業が盛んな県ですので、「秋田県の産業って何だろう?」と思われていることが多いです。その為、ここにモータ研究開発の一大拠点を作り、「モータといったら秋田県」、「秋田県には株式会社アスターと関連企業がある」と認知されることが当社の目標なのです。
古屋氏:
私は事業本部で技術部長をしております。社長の本郷と創業から10年くらい二人三脚でやってきました。社内では様々なプロジェクトが動いていますので、プロジェクトのマネジメントがメインの業務です。
柳沢氏:
私は技術部の主幹技師で、モータの設計を担当しています。当社には2020年9月に入社しました。元々他社で事務機用モータや医療用モータ、自動車用主機モータの設計をしていました。モータ設計を始めた時からJMAGを使っていたので、JMAGとの関わり合いはかなり深いです。モータの勉強も設計もJMAGありきで行っていたので、私より上の世代の方とは感覚が異なるかもしれません。
弊社のホームページを見ていただくと、ドローン用モータを始めとして、モビリティ用モータや発電機のモータなど様々な種類のモータを取り扱っていることがわかると思います。前職を含むこれまでにJMAGを利用することで得られた経験は、ほぼすべての製品の設計に生かしています。磁界解析で求めたことをどう評価するのかが一番大事なので、それを日々考えています。どんどん解析を回すことで、解析結果の評価方法がかなり身についたのかなと思います。
柳沢氏:
モータの設計自体は8人ほどです。比較的若く、40代が3人、30代が2人、そして20代が3人というメンバーです。去年の9月にJMAGを導入した時は私しか経験者はいなかったのですが、そこからメンバー教育を進め、1人はだいぶ使えるようになってきました。
モータの開発自体、去年の春まで行っておらず、始めてまだ1年半くらいしか経っていません。当然メンバー全員がその間にモータ開発の部門に入ってきたということです。幅広い世代のメンバーにも関わらず雰囲気はとてもいいと思います。部長が明るくて基本的には風通しがよく、前向きな組織であると感じています。
地球にやさしい資源でモータをつくる
柳沢氏:
昨今モータの電動化が活発になり、銅が枯渇資源になりつつあるという社会環境もある中で、ホームページにも記載しておりますが、弊社のモータはアルミニウムのコイルを前面に押し出しています。アルミニウムは銅に比べて埋蔵量が10倍であり、枯渇の心配が銅よりもはるかに少ない金属だからです。また、銅の融点は1300℃くらいなのに対してアルミニウムの融点は600℃くらいのため、モータ廃棄時のリサイクル性に優れているという利点もあります。
その他、従来の丸い銅線を使ったモータだと、どうしても表面の皮膜がついている部分の再利用性が非常に悪いという課題がありました。その点、弊社の「ASTモータ(AST Motor™)」に使っているコイルは再利用率が非常に高いです(注1)。今までの試算でいうと、銅の丸線の再利用率が60~70%くらいなのに対して、弊社のコイルは95%以上再利用できています。
アルミニウムは銅よりも抵抗が高いので、「効率が悪いのでは?」とか「発熱が高いんじゃないの?」と言われることもありますが、JMAGの解析結果をもとにきちんと説明することで、実際に銅のモータよりアルミニウムのモータの方が高性能だということを理解していただいています。
(注1) コイルをリサイクルする際、ASTコイルは純粋な金属素材となるので再利用性が高い。
放熱性が大幅に向上したASTコイルを独自に開発
古屋氏:
導入きっかけは、もう"柳沢"です。柳沢が入社するからJMAGを準備せよ、ということになりました。(笑)
柳沢氏:
今取り組んでいることは、モータの損失を考慮した解析です。主機用モータでもそうですが、断面積が大きいコイルになってくると渦電流の損失が支配的になってきます。そこを詳細に分析するために熱分布の解析に力を入れています。
柳沢氏:
例えば丸線だと、丸線と丸線の間に空気層があり基本的にはコイルとコイルは点接触です。なので、コイルの発熱がコアをつたって外に逃げにくいという解析結果が得られています。平角線も間に紙を挟んでいて隙間がある状態なので、接触面自体が非常に少なく熱が逃げにくいというのは同じです。
それに対してASTコイルは、ホームページにもあるように、コイルの形を作った後にエナメル皮膜しているので、通常の巻線に比べてエナメルへのダメージが少なくコイルが密着した状態で完成させられます。実際に接触しているので非常に放熱性がよく、積極的にコアをつたって放熱しているイメージです。
 アルミニウムを用いた超軽量モータ
アルミニウムを用いた超軽量モータ
柳沢氏:
そうですね。数十kw級のモータだと油冷システム自体を搭載する構造にできない場合があります。例えば一般的にドローン用モータですとか、弊社も扱っている小型モビリティ用のモータがそうです。そういう場合に油冷システムを搭載する必要がないことは非常にメリットが大きいと思っています。一方で、密着しているコイル間の隙間をあけるという構造自体も対応可能なので、油冷システムを搭載することの要求にも対応できると思っています。
古屋氏:
はい。トランスなどにも一部適用しています。
当初はASTコイルをモータメーカーさんや自動車メーカーさんに提案しました。しかしながら、新しい製品なのでやはり使いにくいというか、製品に適用しにくいということもあり、結果自分達でモータを作ってみようと。レシピじゃないですけど、「こうやって作ったらモータできるよね」とか「こんな性能が出るよ」というのをコイル単体ではなく製品として提案していって、それが呼び水となりモータとコイルの事業を二本柱でやっていくことになりました。メインがコイルということに変わりはありませんが、現状はモータとコイルの両方で動いています。
JMAGを使ってすべての無駄を省き、短期間で約8種類のモータ開発に成功
柳沢氏:
はい。このモータは最大出力8kWくらいのモータをベンチマークしました。空冷用のモータで、重量比でおおよそ2分の1にもかかわらず同じ出力が確保でき、なおかつカタログスペックの動作可能時間についても優位性が得られるようなモータになっています。要因はコイルの断面積を増やしたことによる高出力密度化、およびASTコイルのコイル自体の放熱性のよさによる温度メリット、このあたりからくるものだと考えられます。
付加価値を生み出すと次はコストが気になるところですが、そちらもクリアできています。
まず、コイルの原材料で考えた場合、銅はアルミに比べて3倍重くなります。またベース価格も銅ベースとアルミベースだと2から3倍違います。さらに、銅とアルミの導体抵抗率は、アルミの1.6倍となります。ざっと材料コストを試算すると、重量×ベース価格2.5倍÷1.6となり、圧倒的にコイルはアルミの方が安くなります。磁石やコアも潜在的に安くできる可能性を十分に秘めていると思っています。
先ほど申しましたように、ベンチマークのモータより軽くなっています。軽くなって原材料が安くなっているにもかかわらず高付加価値のモータになっているということで、価格競争でも対応できると考えています。
古屋氏:
そもそも導入しないとモータの設計ができませんでした。JMAGを使える環境を整えられたので、半年強くらいという短期間で7、8機種のモータを開発できたのかなと思います。
柳沢氏:
全部のモータに関わらせていただいていますが、JMAGがあることによってほぼすべての無駄な作業を省くことができました。それが一番の効果です。前職も含めて経験がありますので、解析上の誤差をそれほど気にすることなくモノを作れているという実感もありますし。ただ、それはあくまでも私の経験があっての話ですし、今までは試作を作って検証するくらいまでは一人でなんとかやってきましたが、量産などを考えると今後一人で全部やるのはどうしても無理です。となると、解析する人間を増やさなければいけない。教育が課題ですね。
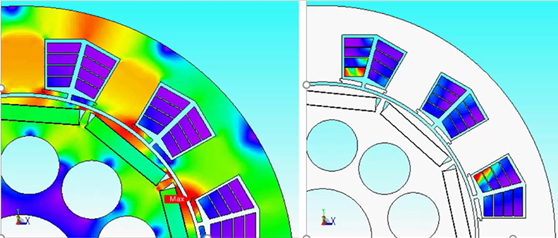 左:磁束密度コンター図、右:ジュール損コンター図
左:磁束密度コンター図、右:ジュール損コンター図
重要なのは人材教育。高精度な解析、トポロジーなど新しいチャレンジは続々と
柳沢氏:
教育を始めたのは3月くらいです。今教育している若手は元々機械屋なので、電気のことを知りませんでしたので、段階を踏んで少しずつという感じです。今あるモータの解析と測定をさせてその差を見せたりしました。メッシュの切り方や条件の種類によって解析結果が変わることを自分で確認させながら身につけるのが一番早いかなと。数値だけ見ていて間違いに気づかない人間に育ってしまったら後に影響がでますので、教育する時には必ず実測とシミュレーションを両方経験させるようにしています。解析結果を自分でレビューできる人間になって欲しいですからね。
JMAGのチュートリアルも一通り学ばせました。教育開始から4か月くらい経ち、ドローン用モータの次の開発の解析はすべて任せられる状態になっています。立ち上がりは順調です。
柳沢氏:
常に増員したいと思ってはいます。教えること自体が次につながる教育になると私は思っているので、どこかで教育から手を引いて私は新しいことをやっていきたいなと。高精度の損失解析とかを進めていきたいですし、トポロジーを含めた解析などやらなければいけないことはまだまだたくさんありますから。
柳沢氏:
コイルのモデリングと条件設定のユーザービリティはもっと改善できるのではないかと期待しています。平角線で巻線1本1本をモデル化した場合、巻線の本数を変更する際に条件設定のやり直しが発生するというのが手間です。例えばですが、材料部品のID番号を固定するなど、何か工夫することでコントロールできる部分なのかと思うので、ぜひ機能改良していただければと思います。
この度は、創業当時の導入背景、JMAG導入効果、また今後のチャレンジまで幅広くお答えいただき、誠にありがとうございました。
お話を伺った方
 株式会社アスター
株式会社アスター事業本部 技術部長 兼 新規開発室室長
古屋 勇太氏
 株式会社アスター
株式会社アスター事業本部 技術部 主幹技師
柳沢 恭平氏
『JMAGソフトウェア正規ユーザー(有償会員)』または『JMAG WEB MEMBER(無料会員)』でサインインが必要です。
『JMAG WEB MEMBER(無料会員)』へ登録することで、技術資料やそのほかの会員限定コンテンツを無料で閲覧できます。
登録されていない方は「新規会員登録」ボタンをクリックしてください。